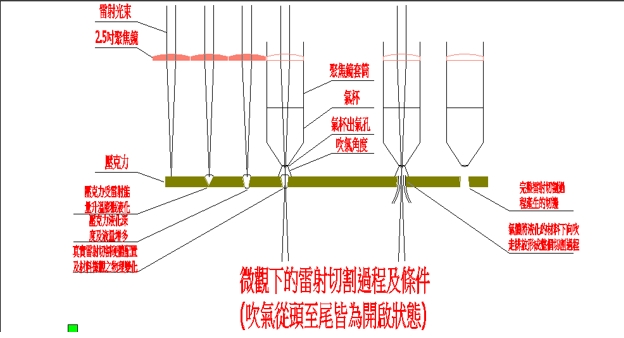
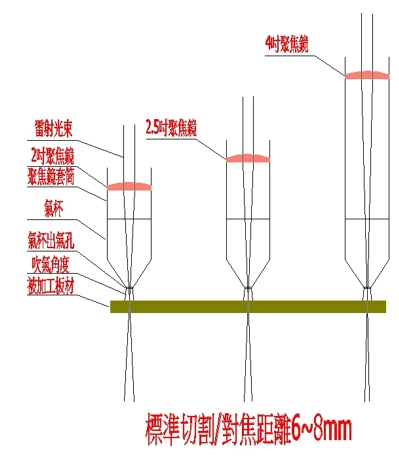
19 2 月 22 By: 站長 No Comments 雷射頭氣杯設計與切割效果探討接續微觀世界下的雷射切割過程及條件篇章我們已經了解假設去除材料起火的條件,在微觀的狀態下單純雷射落在壓克力或金屬表面最多也就是造成材料膨脹液化而已,即使是材料被加熱至沸騰汽化,材料依然沒有被帶走真正帶走材料形成整個切割過程的是吹氣所以影響切邊效果最關鍵的是氣杯的設計形式早期在處理CO2雷射雕刻/切割機時,不會有氣杯型式的概念供應商怎麼給,我們就怎麼用,那是一個雷射只要出的來就能對客戶交待的時代而在2014年我第一次接觸光纖雷射金屬切割機我深深沉迷於其中無法自拔一台設備居然有這麼多種配置去造成不同的吹氣條件就只為了抓到氣體流過切縫最適合的角度與流速而且不管是光纖雷射/CO2雷射/吹氣,這些都是肉眼不可見的東西只能憑空推測並實行上百次的測試累積經驗以下檢附不同形式的切割頭銅嘴以供參考 回到正題常有客戶提問為什麼大黃蜂系列的加工效果如此廣用要細緻有細緻要切厚板更是超乎預期的出色這概念其實始自於上述的金屬切割技術大黃蜂有多種鏡片及氣杯的配置去滿足不同的吹氣條件針對不同客戶需求有不同的配件因為這已經不是雷射出的來就可以對客戶交待的時代了由左至右是雷射切割過程:1.壓克力受雷射能量昇溫膨脹開始液化。2.壓克力液化深度及液體量增多。3.液化壓克力及氣化壓克力被雷射噴頭吹氣排出。4.雷射噴頭氣體帶走液化壓克力及氣化壓克力,其排出形狀與雷射氣杯設計造成的氣流有很大關係。5.完成切割留下切割縫。大黃蜂雷射切割機的對焦距離6至8mm示意圖,可以看到在使用不同的聚焦鏡情況下,造成的吹氣口與右圖刻章機類型所造成的吹氣有天壤不同,上方的表面左圖較為集中,而右圖上方氣流較擴散。因此吹氣使液化壓克力及氣化壓克力穿透板材能力也不同。